Современные технологии создания инженерных коммуникаций в доме в большей мере нацеливаются на использование качественных полимерных или метало-полимерных труб. Монтаж таких изделий значительно упрощается применением удобных фитингов или же использованием специальных аппаратов для диффузионной сварки, научиться работать с которыми – совсем несложно.

Тем не менее, и стальные трубы ВГП используются все еще довольно широко. Вот с ними бывает хлопот побольше. Скажем, при проведении ремонтов нередко приходится придумывать, как перескочить со стальной трубы на стыкуемый к ней полимерный участок. Случается и так, что до полной замены труб пока просто не доходят руки, а обстоятельства вынуждают провести срочную локальную замену аварийного участка или осуществить какую-то врезку. Можно вспомнить и десятки других примеров.
Сварка труб ВГП в домашних условиях – далеко не всегда возможна. А кроме того – она требует высокой квалификации мастера. А вот резьбовое соединение должен суметь смонтировать любой хозяин. Правда, это очень здорово, если в нужном месте имеется резьбовой участок! Ну а если нет? Тоже ничего страшного – нужно только научиться, как нарезать резьбу на трубе самостоятельно.
Важная информация о стандартах применяемых резьб
Чтобы не попасть в неловкую ситуацию, когда при сборке деталей трубопровода они вдруг отказываются сопрягаться между собой, необходимо предварительно ознакомиться с вопросом, какие в принципе типы резьб могут встречаться на трубах.
Что такое резьба, каковы ее основные параметры?
Прежде всего, вспомним, что вообще подразумевается под резьбой.
Этим термином обозначаются прорезанные на боковых цилиндрических или конических поверхностях деталей винтовые канавки с постоянным геометрическим профилем и равным шагом между витками. Используются для создания резьбовых разъемных и неразъемных соединений деталей или узлов, или в кинематических схемах в качестве механических передач — винтовых или зубчато-винтовых.
В контексте данной статьи нас будут интересовать только соединительные резьбы.
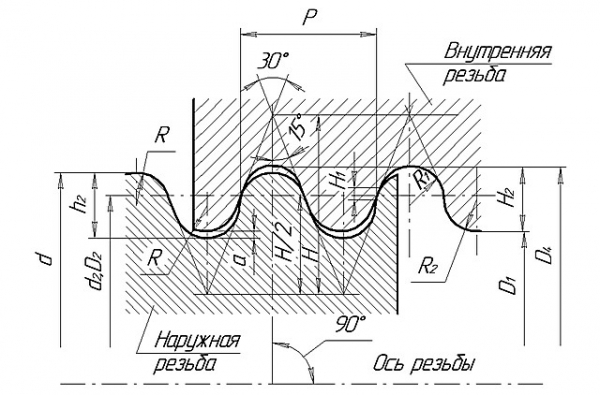
Вспомним, как вообще обозначается резьба на чертежах – случается, что монтаж приходится проводить по прикладываемой схеме, и в этом необходимо разбираться.
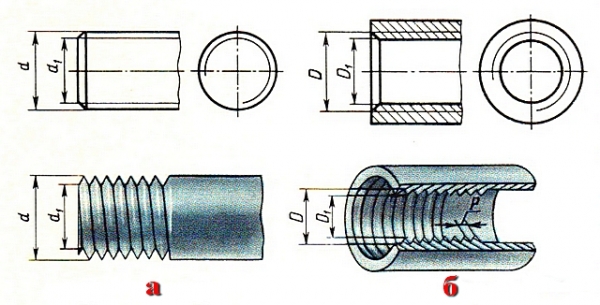
а – внешняя резьба, нарезаемая на внешней стенке трубы, на стержне и т.п. Именно с такой резьбой чаще всего приходится иметь дело при необходимости самостоятельной нарезки в сантехнических работах.
б – внутренняя резьба, нарезаемая на внутренней стороне трубы, муфты, гайки, просто просверленного отверстия.
На схеме показаны характеризующие резьбу диаметры d и d1 для внешней и D и D1 для внутренней. Именно они указываются в справочных таблицах. Кроме того, может указываться и диаметр d2 и D2 – это условная окружность, проходящая ровно посередине между d и d1, D и D1. Он, кстати так и называется – средним диаметром.
Буквенным обозначением Р показывается шаг резьбы, то есть расстояние между витками.
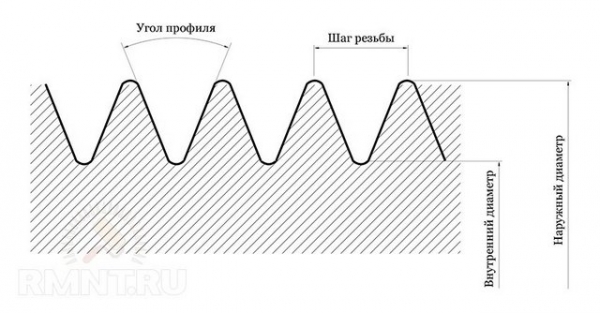
Шагом называют расстояние между двумя одноименными точками соседних витков, с замером, строго параллельным оси резьбы.
Шаг также указывается в справочниках. Он, кстати, может указываться в них двояко – или абсолютным числовым значением (например, 2 мм), или количеством витков в определенном интервале (например, 18 витков на дюйм).
Теперь – о профиле резьбы. Чаще всего для соединительных узлов используется резьба треугольного профиля. Она, кстати, и легче всего в самостоятельной нарезке, и именно ее мы и станем рассматривать в основном дальше. В сантехнике также могут используется резьбы круглого профиля, особенно в тех узлах, которые требуют довольно частой сборки-разборки.
Трапецеидальные, прямоугольные и квадратные, нестандартные, упорные и другие резьбы обычно находят применение в кинематических схемах, где выполняют роль передаточных звеньев. К теме нашей статьи они никакого касательства не имеют.
Угол профиля – имеет значение, так как в разных стандартах резьб он может отличаться. Есть, безусловно, разница и в высоте профиля – она зависит и о угла, и от шага резьбы. В некоторых справочниках ее указывают долей от шага Р. Например, Н = 0,960491 × Р
Резьба может нарезаться на цилиндрической или конической поверхности заготовки. Конические резьбы дают очень надежные, хорошо герметизирующиеся соединения. Но их нарезка обычно требует специального оборудования, поэтому заниматься такой операцией в домашней практике – вряд ли кому придется.
Далее, одним из параметров резьбы становиться длина участка, на котором она нарезана. При самостоятельной нарезке приходится решать заранее, какой длины участок будет необходим.
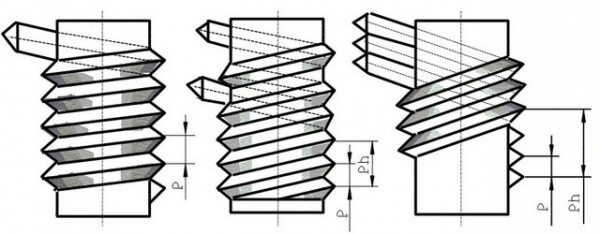
Резьба чаще бывает однозаходной, но существуют и многозаходные стандарты. То есть резьба состоит из двух или более параллельно идущих спиралей. В этом случае, кроме понятия шага резьбы Р, имеется еще и ход резьбы Ph – расстояние между соседними витками одного захода.
Наконец, резьба бывает правая и левая. К правой мы привыкли больше – накручивание идет при вращении по часовой стрелке. Левая, соответственно, наоборот, для накручивания необходимо вращение против часовой стрелки. При указании параметров такой резьбы в схемах, таблицах и т.п. к ее номиналу обычно добавляется литер L или LH. Понятно, что и для нарезки такой резьбы, если в этом возникнет необходимость, потребуется специальный инструмент.
Это были общие сведения, а теперь перейдем к тем стандартам, что могут встретиться именно на трубах в домашней практике.
Какие стандарты резьб используется на трубах
Их, кстати, не так уж и много. А если из перечня исключить еще и те, что в наших краях практически не встречаются, то вообще остается всего ничего.
Метрическая резьба
Начнем рассмотрение, как это ни парадоксально, с того стандарта, которому на трубах делать, в принципе, и нечего. А именно – с метрической резьбы. А причина этому — чрезвычайно широкое, можно сказать – доминирующее распространение именно метрической резьбы в окружении человека. Куда не глянь – везде нарвёшься именно на нее.
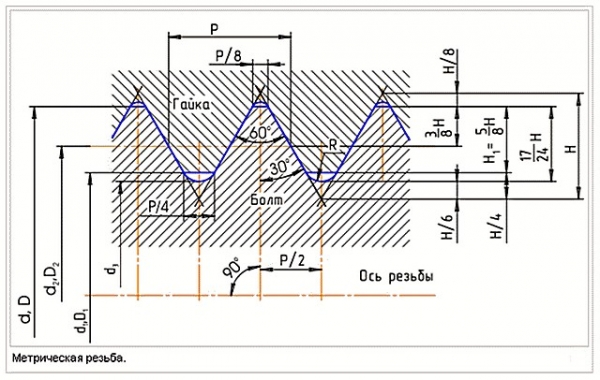
Уже из названия понятно, что ее единицами измерения являются производные от метра – в частности, миллиметры. Так эта резьба и обозначается на схемах и в чертежах. Для всех диаметров сохраняется общий угол профиля в 60°.
Например, М20 будет обозначать метрическую резьбу с внешним диаметром 20 мм.
Обозначение, кроме того, может дополняться указанием шага резьбы, так как с ним могут быть варианты – для разных целей применяются крупный и несколько мелких шан=гов. Например, в упомянутом выше примере шаг не указан, значит, используется крупный. Для данного диаметра он составляет 2.5мм.
Но для этого же диаметра стандартом предусмотрено еще пять (!) различных шагов резьбы: 2, 1.5, 1, 0.75 и 0.5 мм. Поэтому принято при необходимости дополнять информацию указанием шага:
М20×1.75
К левосторонней резьбе добавляется обозначение LH.
Оканчивается маркировка часто ещё и указанием полей допуска: цифра и латинская буква G или H (большие буквы – для гаек, малые – для болтов). Чем меньше цифра, тем выше класс точности изготовления изделия.
Например: М25×1.5-6G означает «внутренняя правосторонняя метрическая резьба с уменьшенным шагов 1.5 мм».
Для всех диаметров и шагов метрической резьбы сохраняется общий угол профиля в 60°. Это – важно!
Разнообразие диаметров метрических резьб – чрезвычайно широко, в том числе и в пределах того условного диапазона труб, с которым чаще всего приходится сталкиваться домашним мастерам (возьмем навскидку примерно от 10 до 50 мм). Обратите внимание – здесь речь идет именно о внешнем диаметре трубы.
Может случиться даже так, что когда-то человек, не знающий тонкостей резьбовых стандартов, нарезал где-то на трубе именно метрическую резьбу, чего, конечно, не должен был делать. И попытки сопрячь это «наследство» с деталями «правильного» трубного стандарта заранее обречены на неудачу. Не совпадает ни угол профиля, ни его высота, ни шаг!
Поэтому нужен, как говорится, «глаз да глаз» чтобы не спутать тесно соседствующие по размерам и по «близости к человеку» стандарты. И умение отличить одно от другого.
А в этом вопросе, кстати, больше помогает даже не штангенциркуль (диаметры могут различаться очень ненамного, и есть шанс ошибиться), а определение шага витка. Например, на резьбовом участке трубы отсчитывается 10 витков с пометкой маркером, а затем замеряется длина участка, на котором они расположились. Разделив его на 10 – получим величину шага.
В приложении к данной статье будет дана таблица – выдержка из общей таблицы стандартных размеров метрических резьб в диапазоне от М10 до М50.
Итак, повторимся – метрическая резьба НЕ ЯВЛЯЕТСЯ трубным стандартом. И если в ходе монтажа или ремонта трубных коммуникаций вам вдруг попадается на пути метрический узел – знайте, что это аномалия, скорее всего, кем-то допущенная по ошибке. Предстоит или срезать это «недоразумение», чтобы исправить сразу на правильный стандарт. Или, если убрать это невозможно, использовать «ответную часть» также метрическую, но с обязательным дальнейшим переходом на нормальный трубный стандарт.
О нем сейчас и пойдет речь.
G — Цилиндрическая трубная резьба
Международное обозначение – BSPP (от английского «British Standard Pipe Parallel thread»). В качестве основы для создания стандарта послужила резьба BSW (от английского «British Standard Whitworth» — так называемая «резьба Витворта»).
В отечественной системе стандартизации «подчиняется» ГОСТ 6357-81.
Наверное, понятно, что раз стандарт порожден в Британии, то он основан на дюймовом исчислении. Так оно и есть, и его часто так и называют – трубным дюймовым.
Вот про этот стандарт можно сказать уверенно, что при работе с водопроводными или газовыми стальными трубами домашнему мастеру с вероятностью в 95% предстоит иметь дело именно с ним. И, кстати, именно в этом стандарте выполнены резьбы на всей поступающей в продаже сантехнической арматуре.

Так что при проведении ремонтных или монтажных работ для самостоятельного создания соединительных узлов как раз и приходится прибегать к нарезке трубной резьбы именно этого стандарта.
В чем его основные особенности.
- Во-первых, он выделяется заглавной буквой G в обозначении резьбы.
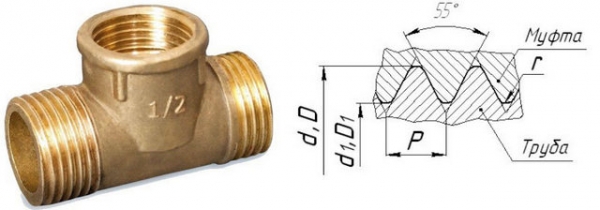
- Во-вторых, исчисление диаметров идет в дюймовой системе. И что очень важно – это не внешний диаметр трубы, а диаметр ее условного прохода. Отсчет ведется с ⅟₁₆ и до максимальных 6 дюймов. Трубы с большим диаметром уж не скручиваются, а свариваются.
- В-третьих, отличается резьба от метрической и углом профиля — он составляет 55°. А вершина профиля заканчивается несколько скруглённым срезом.
- В-четвертых, шаг резьбы имеет всего четыре значения – он нарастает с ростом диаметров. При этом каждому значению диаметра трубы соответствует только одно значение шага, то есть нет «дробления» на обычный и уменьшенный шаг.
| Шаг резьбы Р, мм | Количество витков на дюймовом участке резьбы |
|---|---|
| 0.907 | 28 |
| 1.337 | 19 |
| 1.814 | 14 |
| 2.309 | 11 |
| Теоретическая высота профиля h = 0,960491 × P |
Обозначения диаметров d и D – такие же, как и в метрической резьбе (да и в других тоже).
Обозначается резьба очень просто. Буква G на первом месте говорит о стандарте, далее идет диаметр условного прохода в дюймах. Буквы А, В или С могут говорить о классе точности исполнения резьбы (А – максимальный, и дальше в сторону ухудшения). Наконец, аббревиатура LH подскажет, что перед нами изделие с левой резьбой.
Например, G 1½“– В означает: правосторонняя трубная цилиндрическая резьба с диаметром условного прохода в полтора дюйма, изделие класса точности В.
Ниже в таблице представлены значения этих d и D, а также величины шага резьбы, указанные в миллиметрах, для труб различного диаметра условного прохода, выраженного в дюймах и его долях.
(Таблица неполная, но взяты те диаметры, которые могут с разной долей вероятности встретиться в домашних инженерных системах).
| Обозначение размера резьбы (по диаметру условного прохода трубы) |
Шаг Р (мм) | Диаметры резьбы (мм) | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| G⅛″ | 0.907 | 9.728 | 9.147 | 8.566 | |
| G¼″ | 1.337 | 13.157 | 12.301 | 11.445 | |
| G⅜″ | 16.662 | 15.806 | 14.95 | ||
| G½″ | 1.814 | 20.955 | 19.793 | 18.631 | |
| G⅝″ | 22.911 | 21.749 | 20.587 | ||
| G¾″ | 26.441 | 25.279 | 24.117 | ||
| G⅞″ | 30.201 | 29,0З9 | 27.877 | ||
| G1″ | 2.309 | 33.249 | 31.77 | 30.291 | |
| G1⅛″ | 37.897 | 36.418 | 34.939 | ||
| G1¼″ | 41.91 | 40.431 | 38.952 | ||
| G1⅜″ | 44.323 | 42.844 | 41.365 | ||
| G1½″ | 47.803 | 46.324 | 44.845 | ||
| G1¾″ | 53.746 | 52.267 | 50.788 | ||
| G2″ | 59.614 | 58.135 | 56.656 |
Так что настраивайтесь в дальнейшем на преимущественную работу именно с этим стандартом.
R — трубная коническая резьба
Международное обозначение – BSPT (British Standard Pipe Taper thread). Этот стандарт также разработан на основе BSW.
По отечественной стандартизации «подчиняется» ГОСТ 6211-81.

По своей геометрии коническая трубная резьба этого стандарта очень схожа с цилиндрической – сохраняется тот же шаг (соответствующий диаметру трубы) и угол профиля — 55°. Но только нарезка осуществляется на конусной поверхности с уклоном 1:16 (или 3°34′48″)
Мало того, в определённых обстоятельствах допускается даже соединение деталей с внутренней цилиндрической BSPP и наружной конической BSPT резьбой.
Коническая резьба обеспечивает повышенную надежность собираемых соединительных узлов. Уплотнение достигается некоторым замятием витков резьбы с созданием дополнительных напряжений.
Условное обозначение – латинская буква R. Причем, просто R говорит о том, что это наружная резьба (что на трубах встречается гораздо чаще), а Rс – внутренняя, больше присущая соединительным муфтам, тройникам, отводам и другой арматуре. После буквы указывается в дюймах диаметр условного прохода.
Как и раньше, аббревиатура LH скажет о том, что изделие имеет левую резьбу.

Представлять таблицу с размерами конической трубной резьбы особой необходимости не видится. Во-первых, она во многом повторяет трубную цилиндрическую. Во-вторых, сталкиваться с конической резьбой в своей домашней практике хозяину придется, скорее всего, нечасто. Обычно она встречается в предусмотренных гнездах для вкручивая штуцеров контрольно-измерительных приборов, или в переходниках (ввертных соединениях) для создания линий повышенного давления, например, в гидравлическом оборудовании. И в-третьих, даже если вдруг потребуется, самостоятельно трубную коническую резьбу нарезают так же, как и цилиндрическую, но только используя специальные плашки. И прикладывая несколько больше усилий.
Другие стандарты трубных резьб
О них – коротко, так как вероятность того, что домашнему мастеру когда-то придется заниматься самостоятельной нарезкой таких резьб – практически нулевая.
- В некоторых сантехнических изделиях (кранах, смесителях, задвижках и т.п.) могут встречаться детали с круглой резьбой. У нее – своеобразный профиль, образованный дугами окружностей, соединённых прямыми под углом в 30°
Обозначение такой резьбы – буквы Кр, после которые указываются число вые номиналы.
Такой тип резьбы обычно используется на тех соединениях, которые требуют частого раскручивания, но без потери надежности и герметизирующих качеств.
Естественно, такой стандарт ни с каким другим несовместим. Но и заниматься нарезкой такой резьбы – точно не придется.
- Существует еще несколько типов трубных резьб, с обозначениями NPSM (цилиндрическая), NPT, NPTF (конические) Все они соответствуют американскому стандарту NSI/ASME B1.20.1.
Форма профиля у таких резьб – равнобедренный треугольник, но вот только угол профиля составляет не 55, а 60 градусов. Соответственно, меняется и высота профиля, и шаг витков резьбы.
Хотя и на такие типы резьбы все же существует ГОСТ, они уже практически не используются, вытеснены основным трубным стандартом. То есть вероятность повстречаться с ними в работе – крайне невысока.
Просто для того, чтобы при необходимости можно было отличить такую резьбу от BSPP, приведем табличку с ее основными размерами (в диапазоне до 2 дюймов)
| Обозначение размера резьбы (по диаметру условного прохода) |
Число витков на дюймовом участке резьбы |
d=D | d2=D2 | d1=D1 |
|---|---|---|---|---|
| ⅛» | 27 | 10.272 | 9.519 | 8.766 |
| ¼» | 18 | 13.572 | 12.443 | 11.314 |
| ⅜» | 17.055 | 15.926 | 14.797 | |
| ½» | 14 | 21.223 | 19.772 | 18.321 |
| ¾» | 26.568 | 25.117 | 23.666 | |
| 1″ | 11½ | 33.228 | 31.461 | 29.694 |
| 1¼» | 41.985 | 40.218 | 38.451 | |
| 1½» | 48.054 | 46.287 | 44.52 | |
| 2″ | 60.092 | 58.325 | 56.558 |
Как на практике определить стандарт резьбы?
В ходе проведения ремонтных или монтажных работ вполне может возникнуть ситуация, когда попадается деталь с резьбой, по которой нет твердой уверенности в ее стандарте и размерах. Как быть?
- Те мастера, которые постоянно занимаются резьбовыми соединениями на профессиональной основе, и довольно часто встречаются с такой проблемой, обычно имеют в своем «арсенале» специальный набор резьбовых шаблонов, причем – для различных стандартов.
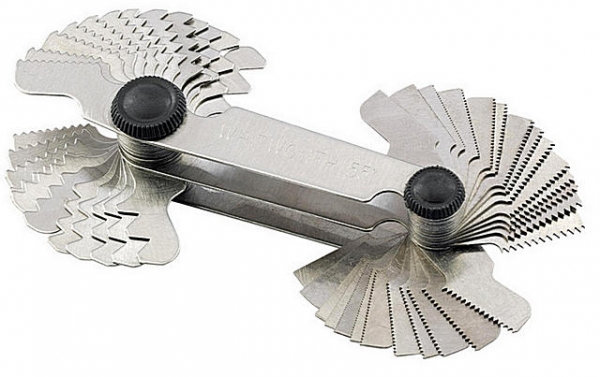
Достаточно найти тот шаблон, что идеально совпадет с профилем резьбы на детали. А потом останется только прочесть маркировку, нанесенную на этот шаблон.
- В домашнем наборе инструментов такой шаблон, наверное, необязателен. Но, задумывая какие-то монтажные и ремонтные работы, в ходе которых подразумеваются резьбовые соединения труб, рекомендуется подготовить свои «шаблоны». В их роли могут выступать качественные и заведомо проверенные муфты (для проверки труб) или сгоны (для проверки муфт) нужных диаметров.

То есть перед сборкой каждого узла есть смысл потратить несколько секунд, чтобы «прогнать» образец по резьбе и убедиться в ее качестве и «адекватности». Если встречается сопротивление – возможно, не тот стандарт.
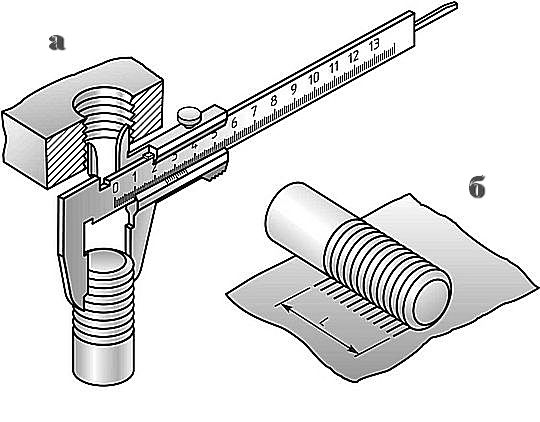
- По идее, можно определить резьбу и промером ее внешнего диаметра с помощью штангенциркуля. Но так можно и ошибиться, потому что показатели D = d в разных стандартах хоть и отличаются, но могут быть и очень близки.

Чтобы получить однозначную картину, нужно промерить еще и шаг резьбы. Во есть, в зависимости от стандарта, или узнать его абсолютное значение в миллиметрах (как это делается — уже упоминалось выше), или просчитать, сколько витков («ниток») резьбы укладывается на участке, длиною в дюйм.
Подсчет количества витков в дюйме (или, наоборот, длины, которую составят десять межвитковых расстояний) будет проводить, наверное, удобнее, если «прокатить» резьбу по чистому листу бумаги, так, чтобы хорошо отпечатался рельеф. А потом будет достаточно линейки и хорошо отточенного карандаша. Если нет дюймовой линейки, то отмеряется участок для подсчета длиной в 25,4 мм.
То есть штангенциркулем вначале просто резко сокращается область поиска. А второе действие, то есть измерение шага резьбы, уже наверняка даст однозначный ответ о размере и стандарте резьбы.
Самостоятельная нарезка резьбы на трубе
Что будет необходимо для работы?
Для нарезки резьбы в условиях серийного производства обычно применяется специальное станочное оборудование. Понятно, что для домашних условий оно не подойдет. А оно и не нужно – с помощью ручного резьбонарезного инструмента вполне можно получить ничуть не худший результат.

К таким приспособлениям можно отнести цельные или разборные плашки с воротками, или же более совершенный инструмент – ручной клупп.
Кроме того, для нарезки резьбы на трубах потребуется подготовить еще некоторые инструменты, в зависимости от условий, в которых приходится обрабатывать заготовки:
- Для проведения реза трубы используется специальный труборез (дает самый точный результат) или шлифмашинка-«болгарка» с отрезным диском.

- Нарезка резьбы требует качественной фаски на обрезанном торце трубы. То есть необходим напильник или шлифовальный круг для «болгарки».
- Резьбу лучше нарезать на чистый участок трубы. То есть если приходится работать со старыми трубами, необходимо подумать, чем очищать (механически или химически) их от старой краски и ржавчины. Металлические щетки, смывки, ветошь и т.п.?

- Нарезка резьбы требует приложения немалых механических усилий. И в это же время заготовка должна оставаться неподвижной. То есть для ее фиксации потребуются тиски (лучше, конечно, трубные).

- Если приходится нарезать резьбу «по месту», то есть на уже ранее смонтированном участке водопровода, придется прибегать к удержанию трубы в неподвижном состоянии с помощью газового ключа. Впрочем, газовый ключ при таких работах будет нужен так или иначе, и возможно – даже не один.
- Резка металла требует регулярной смазки рабочей области, то есть под рукой должно быть или моторное масло, или технический вазелин.
- Готовую резьбу необходимо будет очистить от мелких металлических опилок, мусора, остатков масла. Может пригодиться мягкая коротка щетка (типа старой зубной) и чистая ветошь.
Ну а теперь можно перейти к рассмотрению, собственно, самой технологии нарезки резьбы на трубе.
Нарезка трубной резьбы с помощью плашки
Что такое плашка?
Это металлический диск определенной толщины, в котором вырезаны фигурные отверстия – одно центральное, рабочее, и несколько разместившихся по окружности, по типу «лепестков цветка», предназначенных для отвода стружки. Это сочетание создает расположенные по окружности рабочие поверхности, на которых при производстве формируются режущие кромки, соответствующие профилю резьбы нужного размера и стандарта.
Понятно, что материалом изготовления плашек служит высококачественная быстрорежущая (Р18, Р6М5, Р6М5К5, Р6М5К8) или легированная (9ХС, ХВСГФ) сталь, так как ей придется обрабатывать более податливые марки стали, из которых производят трубы ВГП. Для нарезки резьбы на трубах из нержавеющей стали могут применяться плашки с твердосплавными режущими кромками.

Режущие кромки (обычно это от 8 до 10 витков резьбы) исполнены с некоторой конусностью, то есть с постепенным углублением профиля. Это как раз и позволяет хорошо «зайти» на трубу первыми двумя-тремя неглубокими витками, а затем и качественно прорезать весь резьбовой профиль.
В комплекте может быть и несколько плашек одного размера – первый, например, резьба нарезается вчерне, а следующей – уже доводиться до идеала.
Выше показана цельная плашка. Она дает максимально точную обработку. Правда, и век ее не очень долог, так как ввиду особенностей своей конструкции она испытывает максимальные нагрузки и напряжения.
Если требования к качеству резьбы не столь высоки, можно использовать разрезную плашку.

Имеющийся на ней радиальные разрез придаёт плашке некоторые амортизирующие функции. В итоге режущая часть изнашивается меньше, правда, за счет точности получающейся резьбы.
Естественно, чтобы обеспечивать вращение плашки вокруг обрабатываемой трубы с выборкой резьбы, требуется какое-то ее надежно крепление и рычаг для приложения силы. Самый простой вариант – это вороток с гнездом для плашек определенного внешнего диаметра, и несколькими стопорными винтами, обеспечивающими надежную фиксацию плашки в этом гнезде.

На воротке обязательно имеются рукоятки, две или даже больше. Очень часто предусматривается возможность снятия этих рукояток. Такое бывает нужно при нарезке резьбы на трубе у стены, когда невозможно делать полный оборот рукоятки.
Итак, как проходит нарезка резьбы с помощью плашки.
- Первым делом готовится участок трубы, на котором должна нарезаться резьба. Плоскость отрезанного торца должна быть перпендикулярна оси трубы. На участке нарезки по возможности максимально убирается старая краска и ржавчина.
- Труба должна быть надёжно закреплена в тисках. К ее торцевой части оставляется удобный подход – и для обработки торца, и для нарезки. Хуже, если приходится нарезать резьбу прямо по месту. В таких случаях частенько прибегают к привлечению помощника, который будет удерживать трубу газовым ключом. Опытные мастера справляются и в одиночку, тем более что часто условия работы таковы, что второму человеку места просто не остаётся.
- Следующий шаг – это доводка торца до идеала и последующее снятие фаски. Без этого скоса режущим кромкам плашки будет очень сложно качественно «зацепиться» за металл, не допуская перекоса.

Обычно в ход пускается шлифовальный круг «болгарки». Хотя, признаться, ручная работа напильником порой дает куда более качественный результат.
- Область нарезки смазывается маслом или техническим вазелином.
- После этого начинается сам процесс нарезки. В держатель устанавливается первичная плашка для чернового прохода (если так предусмотрено комплектом). Фиксирующие финты плотно затягиваются.
- Плашку подводят к срезу трубы таким образом, чтобы ее плоскость была перпендикулярна оси трубы. Это – чрезвычайно ответственный и, пожалуй, самый сложный момент во всей процедуре. Если допустить перекос, то резьба получится неровной, некачественной, и работу придется переделывать. То есть именно на этой операции должна быть исключена какая бы то ни была спешка.
- С равномерным поджимом плашки к торцу трубы вдоль оси, начинают вращение режущего инструмента по часовой стрелке. Важно, чтобы получился качественный ровный заход режущих кромок на тело трубы. Так как вначале рельеф этих кромок уменьшен, они зайдут на горизонтальный участок трубы и прорежут на нем первые борозды, по которым дальше уже будет легче двигаться.
- Когда почувствовалось, что заход выполнен, пройдено два – три витка, можно несколько активизировать нарезку, так как направление задано, и вряд ли плашка теперь встанет на перекос. Впрочем, и здесь торопиться не следует – скоростью абсолютно ничего не выиграешь. Просто прикладываются более серьёзные усилия, так как в работу вступают режущие кромки центральной части плашки, которые углубляют пройденные борозды.

- Рекомендуется после полного оборота вперед делать пол-оборота назад. Это позволяет освободить область реза от стружки и облегчает работу.

- В ходе нарезки следят, чтобы рабочая область не оставалась сухой – производят дополнительное смазывание. Для этого кстати, удобны аэрозольные баллончики с жидкой смазкой. Своевременная смазка делает резьбу качественнее, чище, а инструмент – намного долговечнее.
- После полного прохода по намеченной длине участка плашку скручивают. Нарезанный участок сразу же необходимо очистить от остатков стружки. Для этого можно использовать щетку с полимерным ворсом или кисточку.

- Далее, если это так предусмотрено, берется плашка №2 для более точной обработки профиля резьбы. Здесь уже проще – главное, аккуратно завести ее на черновую резьбу. А сам принцип нарезки – не меняется.
Иногда в комплект входит еще и плашка №3, доводящая резьбу до высших показателей точности обработки.
После последнего прохода и последующей очистки задачу можно считать выполненной.
Использование плашки с держателем-трещоткой
Плашки сами по себе дают очень качественный результат. Но есть у них и важный недостаток – довольно сложно выполнить ровный заход, на чем уже акцентировалось внимание выше. А если при этом нарезать резьбу приходится на трубе у стены, то добиться одновременно неподвижности заготовки, плотного прижима плашки без перекосов и приложения нужного вращательного усилия – очень непросто!
Задача упрощается, если использовать специальный держатель для плашек, с удлиненным корпусом для центровки и с трещоткой для передачи вращающего момента. Такие изделия можно найти в магазине, и покупка, по словам опытных мастеров, себя полностью оправдывает. Результаты получаются даже лучше, чем с использованием клуппа.
Встречаются и самодельные держатели подобного типа, и они, кстати, пользуются очень широким спросом.
Посмотрим на картинку:
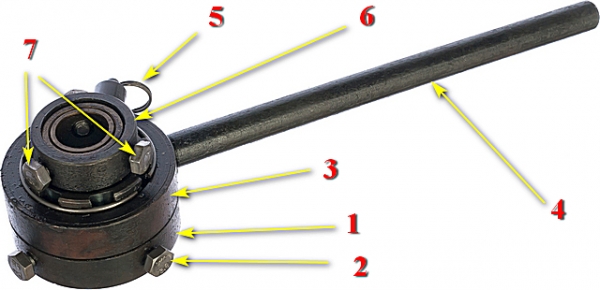
Сразу виден массивный корпус инструмента. Явно заметны три отдела корпуса. В нижнем (поз. 1) устанавливается плашка, как и в обычном держателе, и фиксируется в нем болтами (поз. 2).
Средняя часть – это корпус механизма трещотки. К ней же закреплена длинная рукоятка (поз. 4) – рычаг для передачи вращательного момента. Чуть выше расположен переключатель положения трещотки (поз. 5) – на закручивание или откручивание.
Выше расположен еще один цилиндрический отдел корпуса (поз. 6), единственная задача которого – это центровка инструмента на трубе перед началом и в ходе нарезки резьбы. Он имеет своеобразную выдвижную (резьбовую) конструкцию. Предусмотрены три болта, разнесенные по вершинам равностороннего треугольника – с их помощью можно и перенастраивать центровку при смене плашки на другой диаметр и осуществлять предварительную фиксацию прибора на трубе. За счет такой конструкции процесс нарезки становится намного проще, даже в стесненных условиях.
Инструмент надевают на подготовленную к нарезке резьбы трубу стороной с центрующим удлинением. То есть плашка при этом оказывается снаружи. Направляющая втулка центрующей части прибора откручивается на определенное расстояние от корпуса трещотки, а затем тремя болтами фиксируется на трубе. Этого бывает достаточно, чтобы плашка практически полностью приняла требуемое положение для качественного захода режущих кромок. Небольшой поступательный прижим вдоль оси с одновременным вращением через рычаг – и дело пойдет. Тем более, что усилие можно прикладывать на рукоятку в наиболее удобном для себя секторе – в том-то и достоинство трещотки. А при перемещении корпус держателя как будто «притягивается» к зафиксированной болтами направляющей втулке, так как тоже связан с нею резьбой.
Поэтому обычно никаких сложностей не случается: та же последовательная нарезка с чередованием прямого и реверсивного вращения (для этого придется переключать трещотку), и регулярной смазкой рабочей области.
Если длины первичного выхода направляющей оказалось недостаточно (нужен длинный участок резьбы), то ее можно переставить дальше и вновь зафиксировать тремя болтами.
При необходимости – используется плашка №2, и т.д.
Работа с таким плашкодержателем, причем, в довольно сложных условиях, продемонстирована в предлагаемом видеосюжете:
Видео: Нарезка резьбы в крайне неудобном месте с помощью плашкодержателя с трещоткой
Нарезка резьбы с помощью клуппа
Клупп – это инструмент для нарезки резьбы, в котором плашки имеют разборную конструкцию. Четыре ее режущих сегмента устанавливаются в специальном корпусе и фиксируются в нем. Так получается головка клуппа под определённый диаметр резьбы.

1 – четыре резца, составляющие разборную плашку. Удобство в том, что при сильном износе их можно менять на новые.
2 – Резцы установлены в гнезда корпуса головки. При этом соблюдается определенная последовательность, оговорённая производителем.
3 – сверху корпус закрывается металлической крышкой.
4 – после фиксации крышки винтами – головка готова к работе.

У каждой головки клуппа имеется удлиненный хвостовик, позволяющий центрировать инструмент на трубе перед началом нарезки. На внешней стороне этого хвостовика имеются шлицы для передачи вращательного усилия через ручную трещотку или механический клупп. Иногда обстоятельства вынуждает мастеров проворачивать головку через эти шлицы и с приложением усилия через газовый ключ.
Видео: Нарезка резьбы с помощью головки клуппа без трещотки
Для работы можно приобрести или арендовать резьбонарезной набор. Его обычная комплектация – несколько головок пол разные диаметры, держатель с трещоткой и разборная штанга – рычаг для передачи усилия.

Работа с клуппом особо ничем не отличается от того, про что рассказывалось выше. Продуманная форма головок позволяет без особых проблем отцентровать их, то есть задать правильную плоскость реза. Разнесенные режущие кромки обычно довольно «охотно» заходят на трубу даже при приложении совсем небольшого поступательного усилия. Ну а дальше – все как обычно, то есть регулярная смазка и чередование прямого и реверсивного вращения до получения ожидаемого результата.
Кстати, клуппы могут быть и более совершенными.
Например, в среде профессионалов, которым приходится заниматься нарезкой резьб много раз в течение дня, все популярнее становятся электрические компактные клуппы. Они по размерам бывают примерно с «болгарку». В них используются точно такие же головки, как и на ручных клуппах, просто вращательное усилие передается уже не рычагом, а приводом.
Видео: Демонстрация возможностей электрического клуппа «VIRAX 1/2″- 1.1/4″»
Есть и универсальные клуппы, в которых не требуется смены головок. Перенастройка с одного диаметра резьбы на другой происходит перемещением регулировочных колец со шкалами. При этом меняется радиальный выход режущих кромок.

Но оставим это профессионалам…
А для начинающего вполне будет достаточно обычного клуппа. Плашка с простым держателем вроде бы обойдётся дешевле. Но с клуппом гораздо меньше вероятность по неопытности допустить ошибку.
Ну а приобретать дорогостоящий инструмент по любому поводу в наше время, наверное, нет смысла. Всегда есть возможность поискать предложения по краткосрочной аренде.
А как быть с внутренней резьбой в трубах?
Если честно, то в трубах ВГП нарезать внутреннюю резьбу – не принято. Для сборки каких-либо систем водопровода, отопления, газоснабжения обычно бывает вполне достаточно всяческих переходников, отводов, тройников, муфт и других деталей, которые всегда в конечном счете навинчиваются на трубу, а не выкручиваются в нее. Хотя бы из тех соображений, чтобы не заужать проход.
Но, конечно, ситуации могут быть разными. Например, предстоит самостоятельно изготовить какой-то переходник или даже соединительную муфту, приобрести которые в настоящий момент нет никакой возможности. Но зато есть специальный резьбонарезной инструмент для внутренней резьбы – метчики.

Метчики с виду несколько напоминают болты. Но резьба (точнее, режущие кромки) на них не сплошная, а выполнена сегментами с продольными проточками, что способствует отводу стружки. Метчики также обычно выпускаются комплектом из двух штук, для чернового и чистового прохода.
Хвостовик метчика заканчивается участком с квадратным сечением, который зажимается в специальном воротке.
Сама по себе нарезка никаких секретов не таит. Она и намного проще. Фаску делать не требуется, да и уйти на перекос внутри трубы – тоже довольно проблематично.
Но все равно – основные «каноны» сохраняются. То есть без спешки, особенно на этапе захода, с обязательной смазкой, и с чередованием прохода и небольшого реверса. После первого метчика устанавливается второй, и этот проход уже всегда намного легче.
Ну а в остальном – просто аккуратность и адекватное приложение силы, так как метчик можно и сломать…
* * * * * * *
Приложение: Таблица основных размеров метрических резьб
Как и было обещано, приводится таблица для метрической резьбы примерно «трубного формата» – от 10 до 50 мм по внешнему диаметру. Для того, чтобы при необходимости можно было ее по внешним признакам однозначно отличить от трубной дюймовой.
| Обозначение резьбы (напр. М16) | Шаг резьбы | D=d | D2=d2 | D1=d1 | d3 |
|---|---|---|---|---|---|
| М10 | 1,5 | 10,0 | 9,026 | 8,376 | 8,160 |
| 1,25 | 10,0 | 9,188 | 8,647 | 8,466 | |
| 1 | 10,0 | 9,350 | 8,917 | 8,773 | |
| 0,75 | 10,0 | 9,513 | 9,188 | 9,080 | |
| 0,5 | 10,0 | 9,675 | 9,459 | 9,387 | |
| М11 | 1,5 | 11,0 | 10,026 | 9,376 | 9,160 |
| 1 | 11,0 | 10,350 | 9,917 | 9,773 | |
| 0,75 | 11,0 | 10,513 | 10,188 | 10,080 | |
| 0,5 | 11,0 | 10,675 | 10,459 | 10,387 | |
| М12 | 1,75 | 12,0 | 10,863 | 10,106 | 9,853 |
| 1,5 | 12,0 | 11,026 | 10,376 | 10,160 | |
| 1,25 | 12,0 | 11,188 | 10,647 | 10,466 | |
| 1 | 12,0 | 11,350 | 10,917 | 10,773 | |
| 0,75 | 12,0 | 11,513 | 11,188 | 11,080 | |
| 0,5 | 12,0 | 11,675 | 11,459 | 11,387 | |
| М14 | 2 | 14,0 | 12,701 | 11,835 | 11,546 |
| 1,5 | 14,0 | 13,026 | 12,376 | 12,160 | |
| 1,25 | 14,0 | 13,188 | 12,647 | 12,466 | |
| 1 | 14,0 | 13,350 | 12,917 | 12,773 | |
| 0,75 | 14,0 | 13,513 | 13,188 | 13,080 | |
| 0,5 | 14,0 | 13,675 | 13,459 | 13,387 | |
| М15 | 1,5 | 15,0 | 14,026 | 13,376 | 13,160 |
| 1 | 15,0 | 14,350 | 13,917 | 13,773 | |
| М16 | 2 | 16 | 14.701 | 13.835 | 13.546 |
| 1.5 | 16 | 15.026 | 14.376 | 14.16 | |
| 1 | 16 | 15.35 | 14.917 | 14.773 | |
| 0.75 | 16 | 15.513 | 15.188 | 15.08 | |
| 0.5 | 16 | 15.675 | 15.459 | 15.387 | |
| М17 | 1.5 | 17 | 16.026 | 15.376 | 15.16 |
| 1 | 17 | 16.35 | 15.917 | 15.773 | |
| М18 | 2.5 | 18 | 16.376 | 15.294 | 14.933 |
| 2 | 18 | 16.701 | 15.835 | 15.546 | |
| 1.5 | 18 | 17.026 | 16.376 | 16.16 | |
| 1 | 18 | 17.35 | 16.917 | 16.773 | |
| 0.75 | 18 | 17.518 | 17.188 | 17.08 | |
| 0.5 | 18 | 17.675 | 17.459 | 17.387 | |
| М20 | 2.5 | 20 | 18.376 | 17.294 | 16.933 |
| 2 | 20 | 18.701 | 17.835 | 17.546 | |
| 1.5 | 20 | 19.026 | 18.376 | 18.16 | |
| 1 | 20 | 19.35 | 18.917 | 18.773 | |
| 0.75 | 20 | 19.513 | 19.188 | 19.08 | |
| 0.5 | 20 | 19.675 | 19.459 | 19.387 | |
| М22 | 2.5 | 22 | 20.376 | 19.294 | 18.933 |
| 2 | 22 | 20.701 | 19.835 | 19.546 | |
| 1.5 | 22 | 21.026 | 20.376 | 20.16 | |
| 1 | 22 | 21.35 | 20.917 | 20.773 | |
| 0.75 | 22 | 21.513 | 21.188 | 21.08 | |
| 0.5 | 22 | 21.675 | 21.459 | 21.387 | |
| М24 | 3 | 24 | 22.051 | 20.752 | 20.319 |
| 2 | 24 | 22.701 | 21.835 | 21.546 | |
| 1.5 | 24 | 23.026 | 22.376 | 22.16 | |
| 1 | 24 | 23.35 | 22.917 | 22.773 | |
| 0.75 | 24 | 23.513 | 23.188 | 23.08 | |
| М25 | 2 | 25 | 23.701 | 22.835 | 22.546 |
| 1.5 | 25 | 24.026 | 23.376 | 23.16 | |
| 1 | 25 | 24.35 | 23.917 | 23.773 | |
| М26 | 1.5 | 26 | 25.026 | 24.376 | 24.16 |
| М27 | 3 | 27 | 25.051 | 23.752 | 23.319 |
| 2 | 27 | 25.701 | 24.835 | 24.546 | |
| 1.5 | 27 | 26.026 | 25.376 | 25.16 | |
| 1 | 27 | 26.35 | 25.917 | 25.773 | |
| 0.75 | 27 | 26.513 | 26.188 | 26.08 | |
| М28 | 2 | 28 | 26.701 | 25.835 | 25.546 |
| 1.5 | 28 | 27.026 | 26.376 | 26.16 | |
| 1 | 28 | 27.35 | 26.917 | 26.773 | |
| М30 | 3.5 | 30 | 27.727 | 26.211 | 25.706 |
| 3 | 30 | 28.051 | 26.752 | 26.319 | |
| 2 | 30 | 28.701 | 27.835 | 27.546 | |
| 1.5 | 30 | 29.026 | 28.376 | 28.16 | |
| 1 | 30 | 29.35 | 28.917 | 28.773 | |
| 0.75 | 30 | 29.513 | 29.188 | 29.08 | |
| М32 | 2 | 32 | 30.701 | 29.835 | 29.546 |
| 1.5 | 32 | 31.026 | 30.376 | 30.16 | |
| М33 | 3.5 | 33 | 30.727 | 29.211 | 28.706 |
| 3 | 33 | 31.051 | 29.752 | 29.319 | |
| 2 | 33 | 31.701 | 30.835 | 30.546 | |
| 1.5 | 33 | 32.026 | 31.376 | 31.16 | |
| 1 | 33 | 32.35 | 31.917 | 31.773 | |
| 0.75 | 33 | 32.513 | 32.188 | 32.08 | |
| М35 | 1.5 | 35 | 34.026 | 33.376 | 33.16 |
| М36 | 4 | 36 | 33.402 | 31.67 | 31.093 |
| 3 | 36 | 34.051 | 32.752 | 32.319 | |
| 2 | 36 | 34.701 | 33.835 | 33.546 | |
| 1.5 | 38 | 35.026 | 34.376 | 34.16 | |
| 1 | 36 | 35.35 | 34.917 | 34.773 | |
| М38 | 1.5 | 38 | 37.026 | 36.376 | 36.16 |
| М39 | 4 | 39 | 36.402 | 34.67 | 34.093 |
| 3 | 39 | 37.051 | 35.752 | 35.319 | |
| 2 | 39 | 37.701 | 36.835 | 36.546 | |
| 1.5 | 39 | 38.026 | 37.376 | 37.16 | |
| 1 | 39 | 38.35 | 37.917 | 37.773 | |
| М40 | 3 | 40 | 38.051 | 36.752 | 36.319 |
| 2 | 40 | 38.701 | 37.835 | 37.546 | |
| 1.5 | 40 | 39.026 | 38.376 | 38.16 | |
| М42 | 4.5 | 42 | 39.077 | 37.129 | 36.479 |
| 4 | 42 | 39.402 | 37.67 | 37.093 | |
| 3 | 42 | 40.051 | 38.752 | 38.319 | |
| 2 | 42 | 40.701 | 39.835 | 39.546 | |
| 1.5 | 42 | 41.026 | 40.376 | 40.16 | |
| 1 | 42 | 41.35 | 40.917 | 40.773 | |
| М45 | 4.5 | 45 | 42.077 | 40.129 | 39.479 |
| 4 | 45 | 42.402 | 40.67 | 40.093 | |
| 3 | 45 | 43.051 | 41.752 | 41.319 | |
| 2 | 45 | 43.701 | 42.835 | 42.546 | |
| 1.5 | 45 | 44.026 | 43.376 | 43.16 | |
| 1 | 45 | 44.35 | 43.917 | 43.773 | |
| М48 | 5 | 48 | 44.752 | 42.587 | 41.866 |
| 4 | 48 | 45.402 | 43.67 | 43.093 | |
| 3 | 48 | 46.051 | 44.752 | 44.319 | |
| 2 | 48 | 46.701 | 45.835 | 45.516 | |
| 1.5 | 48 | 47.026 | 46.376 | 46.16 | |
| 1 | 48 | 47.35 | 46.917 | 46.773 | |
| М50 | 3 | 50 | 48.051 | 46.752 | 46.319 |
| 2 | 50 | 48.701 | 47.835 | 47.546 | |
| 1.5 | 50 | 49.026 | 48.376 | 48.16 |